Pусский
Pусский Español
Español(1) Begreppsmässig skillnad
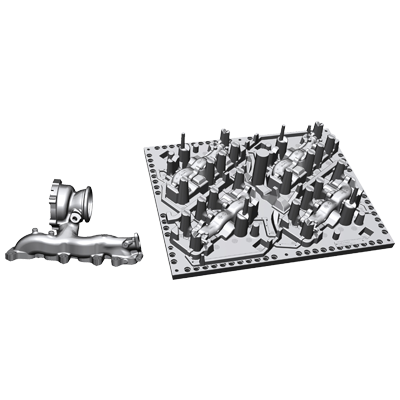
Gjutning: Det är omvandlingen av smält metall utan form till en solid med form.
Smide: är omvandlingen av ett fast ämne av en form till ett fast ämne med en annan form.
Att gjuta är som att du leker med vax, du köper vax (skrot eller tackjärn) och du förvandlar det vaxet till en vätska och lägger det i en form, så att du får olika former. (fast-vätska-fast)
Smide är som processen att göra deg. Man knådar små degar och lägger dem i formar för att göra produkter av olika former. Nästan en fast form kan ändras till andra former (fast till solid) vid höga temperaturer.
Gjutning är processen att gjuta smält metall i en form för att erhålla gjutning. Gjuteriets major fokuserar på metallsmältningsprocessen och kontrollen av processen under gjutningsprocessen.
Smide är plastformning i fast tillstånd, som kan delas in i varmbearbetning och kallbearbetning, såsom extrudering, dragning, pirförtjockning, stansning etc.
(2) Smide formas långsamt och gjutning är en engångsformning.
Gjutning: Den smälta flytande metallen fyller håligheten och kyler. Lufthål genereras lätt i mitten av delarna.
Smide: Den bildas huvudsakligen genom extrudering vid höga temperaturer. Korn i delen kan förädlas.
2. Skillnaden mellan frismide och formsmide
Fri smide är en bearbetningsmetod där det uppvärmda metallämnet placeras ovanpå smidesutrustningen och mellan det nedre smidesjärnet, och slagkraft eller tryck appliceras för att direkt deformera ämnet för att erhålla önskad smide. Frismide är lämpligt för tillverkning av enstaka stycken, små partier och tunga smide på grund av sin enkla form och flexibla drift. Frismide är uppdelat i manuellt frismide och maskinfritt smide. Manuell fri smide har låg produktionseffektivitet och hög arbetsintensitet. Den används endast för reparation eller tillverkning av enkla, små och små partier av smide. I modern industriproduktion har maskinfritt smide blivit en smidesproduktion. Huvudmetoden, vid tillverkning av tunga maskiner, har en särskilt viktig roll.
Det fullständiga namnet på formsmide är modellsmide, som bildas genom att placera det uppvärmda ämnet i en smide fixerad på formsmideutrustningen.
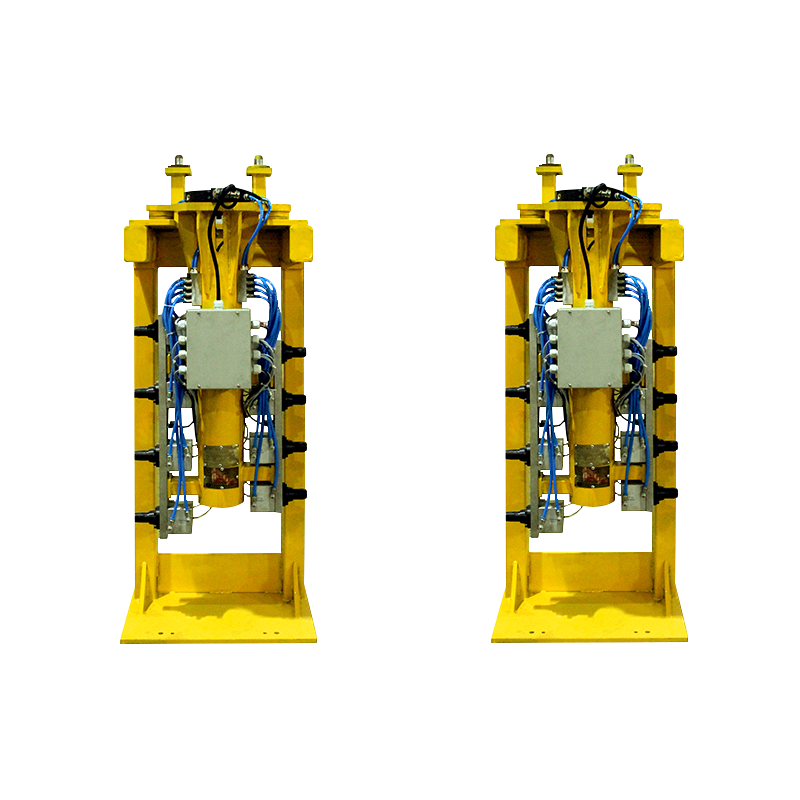
Formsmidning kan utföras på en mängd olika utrustningar. I industriell produktion används ång-lufthammare mest för hammarsmide, med ett tonnage som sträcker sig från 5KN till 300KN (0,5 till 30t). Varmsmidepressar används vanligtvis för formsmidning på pressen, med ett tonnage som sträcker sig från 25000KN till 63000KN.
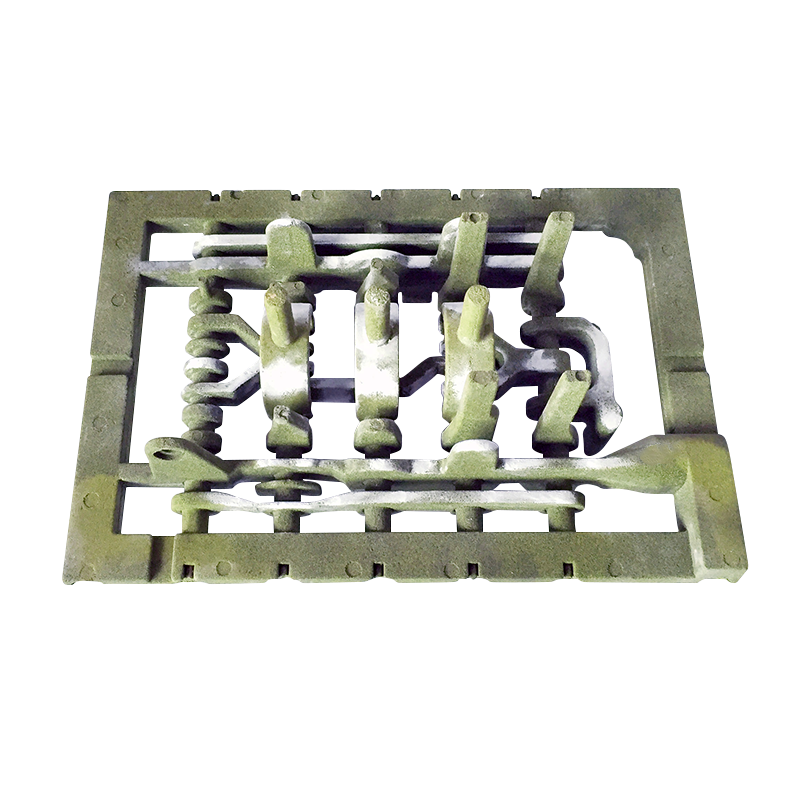
Smidesformsstrukturen för formsmide inkluderar enkelformssmidesform och flerformssmide. Som visas i figur 3-13 är det en enformad hallsmide. Den använder ett laxstjärtspår och en snett kil för att fixera smidesformen för att förhindra att den kommer ut och rör sig åt vänster och höger; nyckeln och kilspåren används för att göra smidesformens position exakt och förhindra att den rör sig fram och tillbaka. Enformshåligheten är i allmänhet den slutliga formhåligheten. En lufthammare krävs ofta för att tillverka ämnet under smidning, och sedan formas det genom att det slutliga smidesformhålet hamras flera gånger, och slutligen tas smidet ut för att ta bort blixten.
3. Skillnaden mellan gjutning, smide, stämpling och pressgjutning
(1) Gjutning är att smälta råmaterialet och låta det bildas naturligt i formningsformen;
Smide är att värma upp råvaran till en viss temperatur och sedan använda ett verktyg för att smida det;
Stämpling är att stämpla råmaterialet med en lämplig stämplingsform;
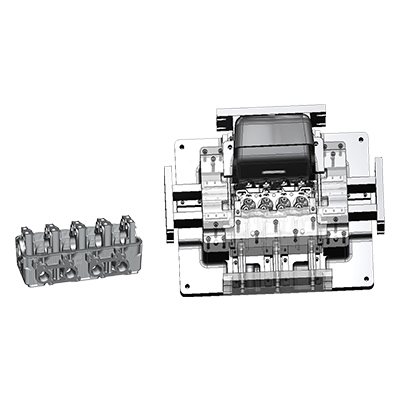
Pressgjutning är baserad på gjutning, med hjälp av tryck för att injicera smälta råvaror i en form för att få en högre densitet eller en mer exakt form;
Gjutning: Den smälta flytande metallen fyller håligheten och kyler. Lufthål genereras lätt i mitten av delarna.
(2) Smide: Det bildas huvudsakligen genom extrudering vid höga temperaturer, vilket kan förfina kornen i arbetsstycket.
Tjockleken på delarna är i princip densamma, vilket är lämpligt för stansning med plåtformning.
Tjockleken på delarna är mycket olika, formen är komplex och den värms inte upp av pressgjutning.
1. Gjutning delas in i två typer: högtrycksgjutning och lågtrycksgjutning. Enkelt uttryckt, efter att metallen har smält, är trycket för att pressa modellen annorlunda, temperaturen för uppvärmning av metallen och maskinen som används för gjutning är olika.
2. Smide är också en gjutmetod. Skillnaden är att temperaturen under smide är lägre, och vissa metoder kan göra metall till färdiga produkter i halvsmält tillstånd.
3. Stämpling är processen att göra halvfabrikat till färdiga produkter med stansmaskiner och andra maskiner vid rumstemperatur.
4. Pressgjutning är också en metod för högtemperaturgjutning. När man stöter på gjutgods med komplex struktur och svårighet, kan en pressgjutningsmaskin användas för att värma metallen till flytande tillstånd, trycka in den i formen och öppna formen efter kylning för att ta ut produkten. gjutningsmetod.