Pусский
Pусский Español
Español Formgjutningens utformning måste ta hänsyn till gjutgodsets väggtjocklek, gjutfilén och dragvinkeln för gjutgodset, förstärkningsribborna, minimiavståndet mellan gjuthålet och hålet till kanten på formen gjutning, det rektangulära hålet och spåret på pressgjutningen, pressgjutning Det finns sju aspekter av bearbetningstillägget för skär och pressgjutgods i delarna.
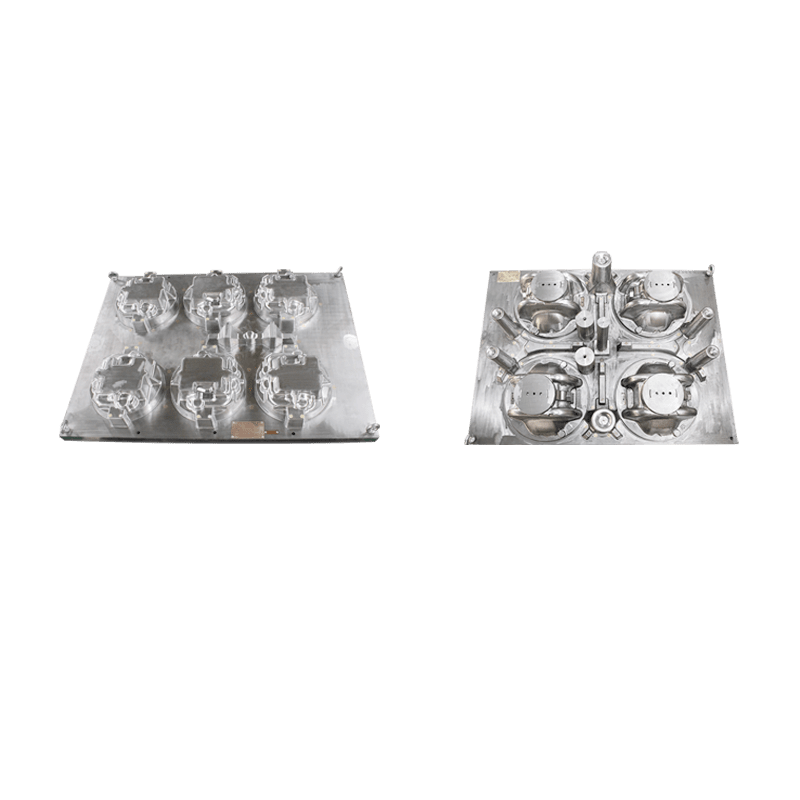
Designspecifikation för gjutning av filéer: Vanligtvis bör varje del av pressgjutningen ha en filé (förutom vid delningsytan), som kan få metallen att flyta smidigt vid fyllning, och gasen kan lätt tömmas och kan undvika sprickor orsakade av skarpa vinklar . För pressgjutgods som kräver elektroplätering och efterbehandling kan filéade hörn beläggas jämnt för att förhindra att färg ansamlas i skarpa hörn. Pressgjutningens kälradie R bör i allmänhet inte vara mindre än 1 mm, och den minsta kälradien är 0,5 mm.
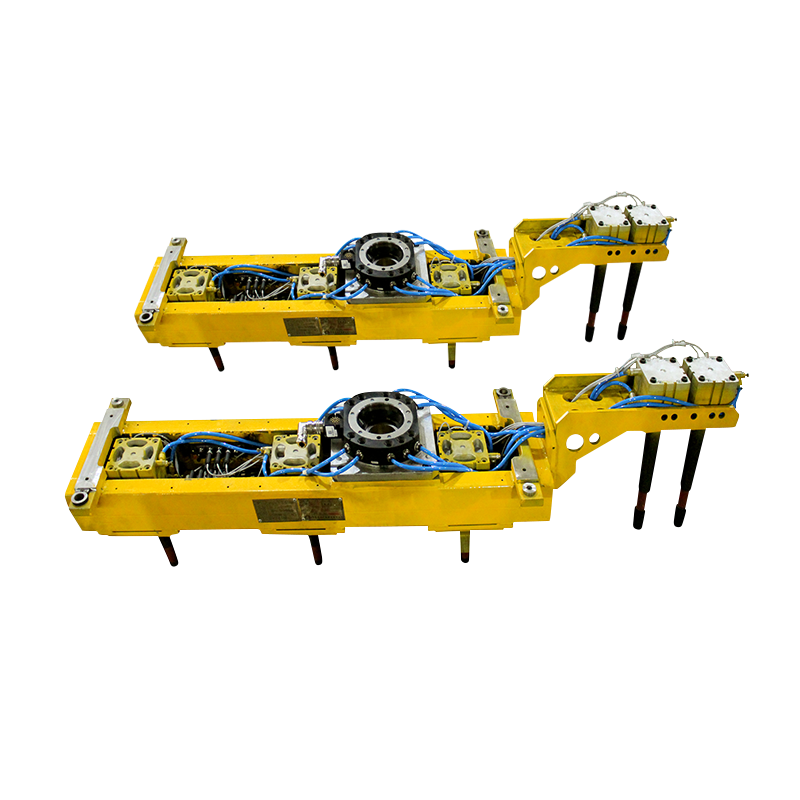
Designspecifikationer för insatser i pressgjutgods: För det första bör antalet skär på pressgjutgodset inte vara för mycket; för det andra måste förbindelsen mellan insatserna och pressgjutgodset vara fast, och samtidigt måste skären vara slitsade, upphöjda, räfflade, etc.; För det tredje måste skären undvika skarpa hörn för att underlätta placeringen och förhindra spänningskoncentrationen i gjutgodset. Om det finns allvarlig galvanisk korrosion mellan gjutgods och insatser, måste ytan på insatserna skyddas med plätering; slutligen bör gjutningar med skär undvikas. Värmebehandling för att undvika volymförändringar på grund av fasövergång av de två metallerna, vilket gör att skäret lossnar.
Konstruktionsspecifikation för gjutning av filé av pressgjutgods
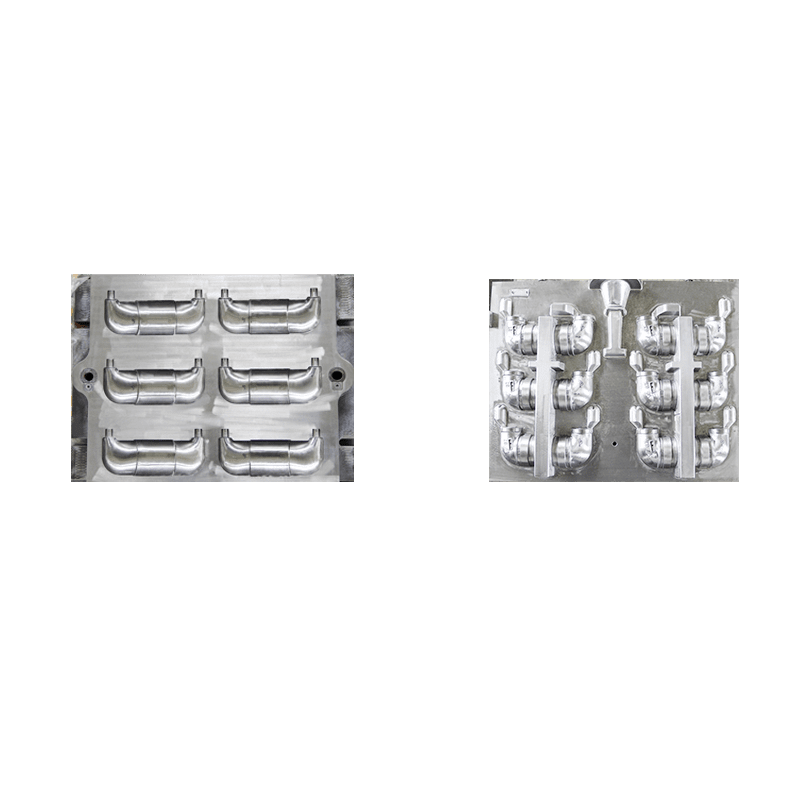
Konstruktionsspecifikationer för väggtjocklek på pressgjutgods: Tunnväggiga pressgjutgods har högre hållfasthet och bättre kompakthet än tjockväggiga pressgjutgods. Mot bakgrund av detta bör utformningen av pressgjutningsdelar följa följande principer: Utifrån förutsättningen att gjutgodset har tillräcklig styrka och styvhet. Den nedre väggtjockleken bör minskas så mycket som möjligt, och väggtjockleken ska behållas enhetlig. Praxis har visat att väggtjockleksdesignen för pressgjutningsdelar i allmänhet är 2,5-4 mm, och delar med väggtjocklek överstigande 6 mm bör inte tillverkas genom pressgjutningsprocessen. Prestandan för påverkan av för tjocka och för tunna väggar av pressgjutgods på gjutgodskvaliteten: Om gjutgodsväggarna är för tunna i designen kommer metallsvetsningen inte att vara bra, vilket direkt kommer att påverka styrkan hos gjutgods. gjutgods, och kommer samtidigt att orsaka svårigheter att forma; väggarna är för tjocka eller kraftigt ojämna. Å andra sidan, med ökningen av väggtjockleken ökar också defekter som porer och krympning i gjutgodset, vilket också minskar hållfastheten i gjutgodset och påverkar gjutgodset.
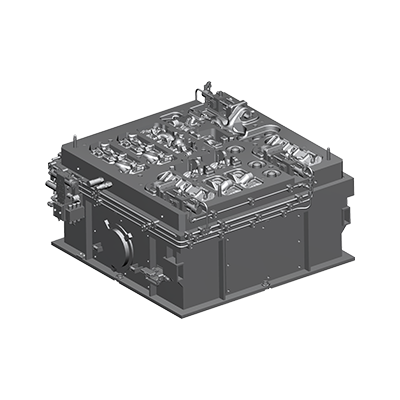
Designspecifikationer för bearbetning av pressgjutgods: I allmänhet, på grund av begränsningarna i pressgjutningsprocessen, när viss dimensionell noggrannhet, ytjämnhet eller geometriska toleranser för pressgjutgods inte kan uppfylla kraven i produktritningarna, bör företag först överväga att använda Såsom korrigering, polering, extrudering, formning och andra efterbehandlingsmetoder för att reparera, när efterbehandling inte helt kan lösa dessa problem, bör vissa delar av pressgjutningen bearbetas. Det bör noteras här att vid bearbetning bör en liten bearbetningstillägg beaktas, och samtidigt försöka använda den yta som inte påverkas av delningsytan och aktiv formning som referensyta för ämnet, för att inte påverka bearbetningsnoggrannheten.
Konstruktionsspecifikationer för urformningssluttningen av pressgjutgods: Vid design av pressgjutgods bör det finnas en strukturell lutning på konstruktionen. När det inte finns någon strukturell lutning måste det finnas en processlutning för att ta bort formen vid behov. Lutningsriktningen måste överensstämma med gjutgodsets släppriktning.