Pусский
Pусский Español
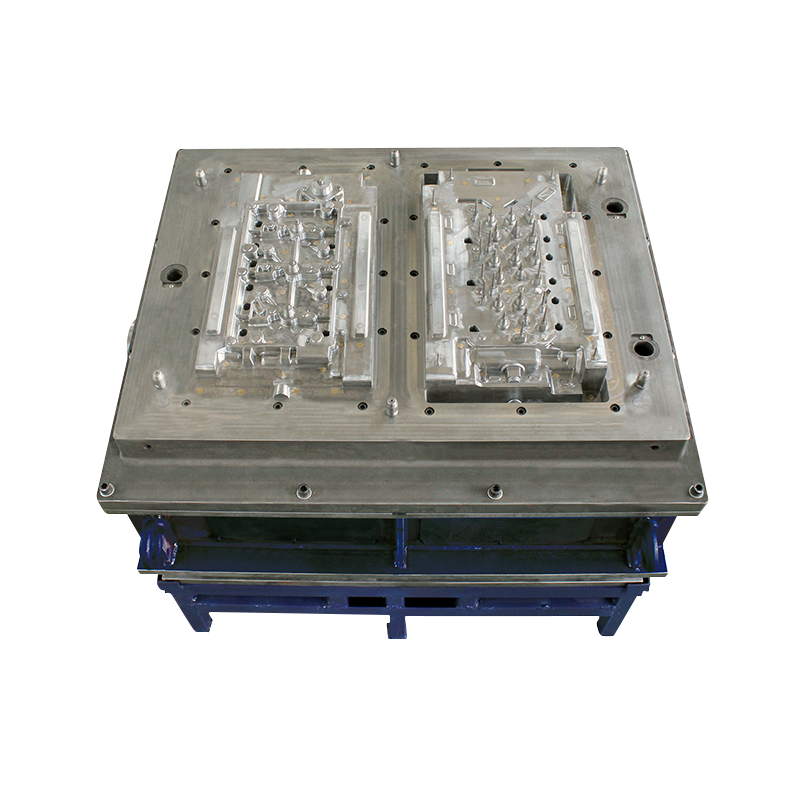
Español Pressgjutningsform tillhör en processmetod för att gjuta flytande formsmide och färdigställa den på en dedikerad formgjutningsmaskin. För pressgjutning är de tre delarna av pressgjutningsmaterial, pressgjutmaskin och form oumbärliga. För att förbättra produktionseffektiviteten, varumärkeskvaliteten och de höga ekonomiska fördelarna i produktionsprocessen och för att förlänga livslängden på pressgjutformar är användning och underhåll av pressgjutformar mycket viktiga.
Korrekt användning och underhåll av gjutformar:
1. Minimera den snabba kylningen och uppvärmningen av formen, och försök att kontinuerligt producera så mycket som möjligt. I kallt mögeltillstånd är höghastighetsinsprutning strängt förbjuden.
Under pressgjutningsprocessen har formgjutningen varit i ett fram- och återgående utmattningstillstånd av termisk expansion och sammandragning, och temperaturen i formhåligheten har i princip ändrats fram och tillbaka mellan 160 grader och 350 grader. skada. När man startar produktionen i ett kallt formtillstånd börjar formtemperaturen att stiga från en låg temperatur, temperaturskillnaden ökar, formexpansionen och krympningen ökar, och formutmattningen ökar i enlighet därmed, vilket kommer att påskynda skadorna på formen och förkorta formens livslängd. Vid tillverkning av pressgjutning bör därför kontinuerlig produktion göras så långt som möjligt, och den snabba kylningen och snabba uppvärmningen av formen bör minimeras, vilket förlänger formens livslängd.
Dessutom, i kallt formtillstånd, når formen inte temperaturen under normal produktion, och gapet mellan varje del av formen är relativt stort. I det här fallet är det strängt förbjudet att öppna höghastighetsinsprutning och trycksättning. I annat fall är gjutformens spaltdelar, inklusive sliden, ejektorhålet och andra delar, lätta att bryta in i aluminiumskiktet, vilket skadar gjutformen och påverkar gjutformens livslängd.
2. Minska insprutningshastigheten så mycket som möjligt, minska det specifika trycket så mycket som möjligt och reducera effekten av formen.
Under pressgjutningsproduktionen påverkar insprutningshastigheten inte bara fyllningshastigheten för pressgjutningen och insprutningsportens hastighet utan ökar också slagtoppen när insprutningshastigheten är hög. Därför, om insprutningshastigheten är hög och insprutningsgrindens hastighet är snabb, kommer skurningen av formen att intensifieras, slagtoppen kommer att öka, slagkraften på formen kommer också att öka och formens livslängd kommer att vara mycket nedsatt. Därför, när vi justerar pressgjutningsprocessen, är det mycket viktigt att minska injektionshastigheten så mycket som möjligt samtidigt som kvaliteten på produkten säkerställs, vilket är mycket viktigt för att förbättra formens livslängd och förbättra de ekonomiska fördelarna med formen. gjutningsföretag. För närvarande är avancerade pressgjutningsmaskiner utrustade med injektionsbromsanordningar, som är mycket fördelaktiga för att minska slagtoppvärdet, minska slagkraften på formen och förbättra formens livslängd.
Insprutningsförhållandets tryck i pressgjutningsprocessen är också en viktig parameter. Insprutningsförhållandets tryck är i allmänhet 400-900 kg/cm 2 enligt kvalitetskraven och egenskaperna hos gjutgodset. Om den överstiger 900 kg/cm2 har det i allmänhet liten effekt på gjutgodset. Om insprutningsförhållandet är för högt kommer det inte bara att öka formens expansionskraft utan till och med få expansionskraften att överstiga verktygsmaskinens spännkraft, vilket resulterar i kanalisering av aluminium. Samtidigt, om formen utsätts för en stor expansionskraft, kommer det också att skada formen eller förkorta formens livslängd. Därför bör vi vid tillverkning av pressgjutning, förutom injektionshastigheten, ägna mer uppmärksamhet åt det injektionsspecifika trycket. Eftersom det injektionsspecifika trycket inte är lika lätt att observera som injektionshastigheten ignoreras det ofta. Faktum är att injektionsförhållandet är en viktig parameter i pressgjutningsprocessen, vilket inte bara påverkar kvaliteten på gjutgodset utan också har en enorm inverkan på formens livslängd. Detta bör särskilt väcka uppmärksamheten hos pressgjutningsföretag.
3. När formen används bör duken och aluminiumhuden rengöras i tid för att förhindra att formen kläms.
Vid användning av formen har formen ofta drapering och aluminiumhud på grund av olika anledningar. Vid denna tidpunkt måste den rengöras i tid, annars kommer formen att pressas ut om produktionen fortsätter. Särskilt i gliddelen, om glidbanan kommer in i aluminiumhuden etc., kommer glidaren att kollapsa och gå sönder på grund av den mycket stora klämkraften hos pressgjutmaskinen. Därför, när man stöter på sådana problem, måste formen rengöras i tid, och orsaken måste hittas för att reparera formen i tid. Vänta annars tills formen skadas innan du reparerar, vilket allvarligt kommer att påverka formens livslängd.
4. Försök att minska hälltemperaturen för smält aluminium och förbättra formens livslängd.
Hälltemperaturen för smält aluminium under pressgjutningsproduktion påverkar inte bara kvaliteten på gjutgods utan påverkar också livslängden för pressgjutformar. I allmän pressgjutning är gjuttemperaturen för smält aluminium mellan 630 grader och 720 grader. För olika delar, när vi väljer hälltemperatur, bör vi försöka välja en lägre temperatur, vilket inte bara sparar energi utan också förlänger livslängden för pressgjutformen. Eftersom ju högre temperaturen på smält aluminium är, desto större erosionen av formen, desto större intervall för förändringar av formtemperaturfältet, desto större termisk expansion och sammandragning, desto större blir formutmattningen och desto lättare är det att skadas. Därför är en lämplig sänkning av gjuttemperaturen för smält aluminium fördelaktigt för att förlänga livslängden för pressgjutformen.