Pусский
Pусский Español
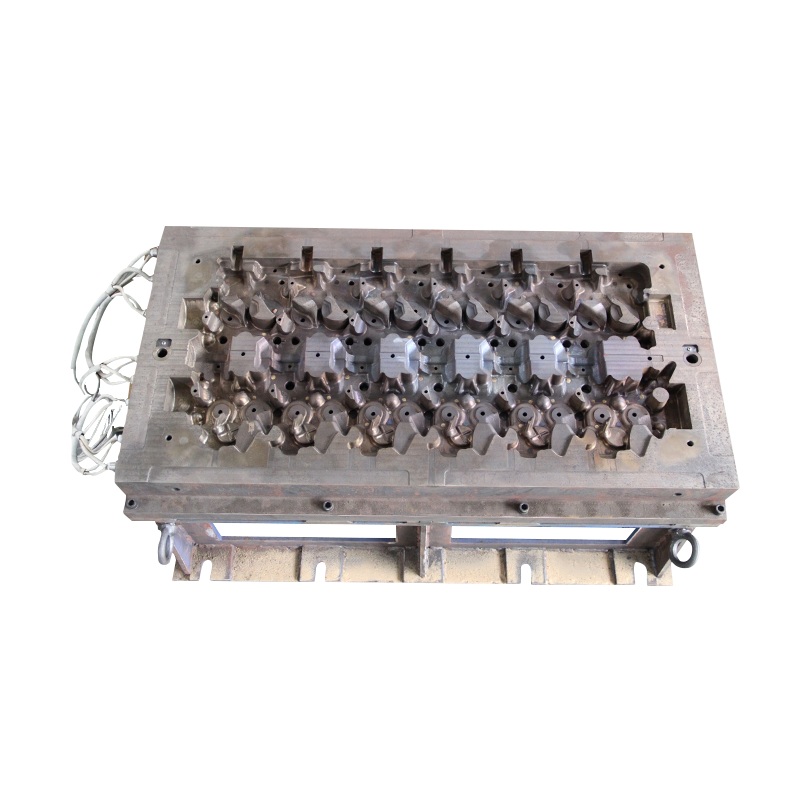
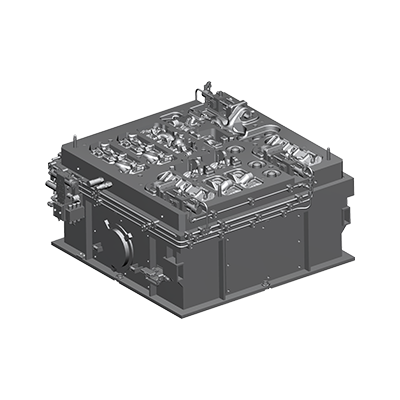
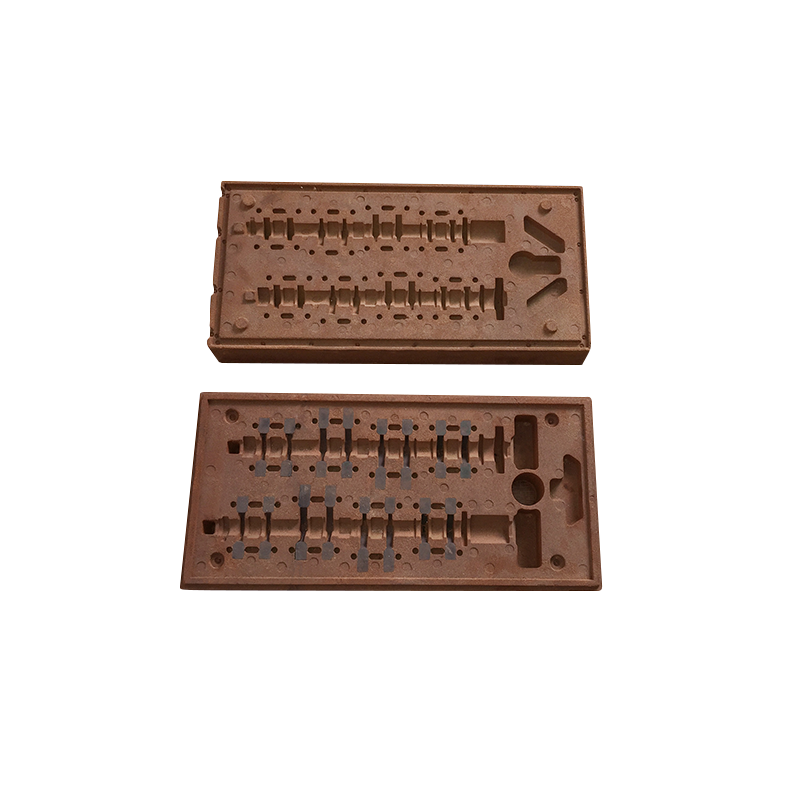
Español Pressgjutning är en slags tryckgjutningsdel. Den använder en tryckgjutningsmekanisk pressgjutningsmaskin utrustad med en gjutform. Metallen såsom koppar, zink, aluminium eller aluminiumlegering uppvärmd till flytande tillstånd hälls i matningsöppningen på pressgjutningsmaskinen. Pressgjutning, gjutning av koppar, zink, aluminiumdelar eller delar av aluminiumlegeringar av form och storlek som begränsas av formen, sådana delar kallas ofta pressgjutgods.
Jämfört med vanliga arbetsstycken har pressgjutgods följande 7 fördelar:
1. Pressgjutgods har hög precision, stabila dimensioner, god konsistens och små bearbetningstillägg.
2. Kan pressgjuta trådar, linjer, texter, bilder och symboler: pressgjutningsfyllningsprocessen utförs alltid under inverkan av tryck och former som toppar och dalar, konvexa och konkava, och smala spår kan vara tydligt formgjuten. Därför kan pressgjutning pressa ut mycket tydliga trådar, linjer, ord, bilder och symboler.
3. Pressgjutningsdelar kan behandlas med beläggningsyta: på grund av den ökande användningen av pressgjutningsdelar kan ytan på pressgjutningsdelar beläggas och ytbehandlas för att möta användarnas behov, såsom galvanisering , anodisering, polering, organisk underhållsbeläggning. beläggning, målning, sandblästring, betning etc. Sedan kommer dekorations- eller underhållsbehovet.
4. Användningen av insatsgjutningsmetoden i pressgjutformen kan spara installationsprocessen och förenkla produktionsprocessen: delar av andra material (som stål, järn, koppar, legering, aluminium etc.) kan bäddas in i pressgjutningsdelarna för att spara värdefullt material. och bearbetning av mantimmar, och kan erhålla delar med komplexa former och delar med utmärkt prestanda.
5. Pressgjutningsdelarna är tätt anordnade och har hög hållfasthet och hårdhet: eftersom den flytande metallen snabbt kyls i formen. Samtidigt kristalliseras det under tryck, så lagret av metallkorn nära ytan av pressgjutningsdelen är finare och finare. Förbättra ythårdheten. Draghållfastheten hos pressgjutgods kan vara 25%-30% högre än för sandgjutgods, men töjningen minskar.
6. Produktionseffektiviteten för pressgjutning är mycket hög: produktionsprocessen för zink-aluminiumpressgjutning är lätt att mekanisera och automatisera. Vanligtvis kan kallkammarpressgjutningsmaskinen pressgjuta 600'I00 gånger var åttonde timme i genomsnitt, medan varmkammarpressgjutningsmaskinen kan pressgjuta 3000-TVÅ gånger var åttonde timme i genomsnitt. Eftersom pressgjutningsprocessen huvudsakligen slutförs på pressgjutmaskinen är det lätt att automatisera produktionsprocessen.
7. Tunn vägg och form på gjutgodset. Komplex och tydlig sammanfattning: den lilla väggtjockleken på pressgjutgods av aluminiumlegering kan vara 0,3 mm, pressgjutgods av aluminiumlegering kan vara 4,5 mm, diametern på det lilla gjuthålet kan vara 0,7 mm; den lilla stigningen på den gjutbara gängan är 0,75 mm.