Pусский
Pусский Español
Español
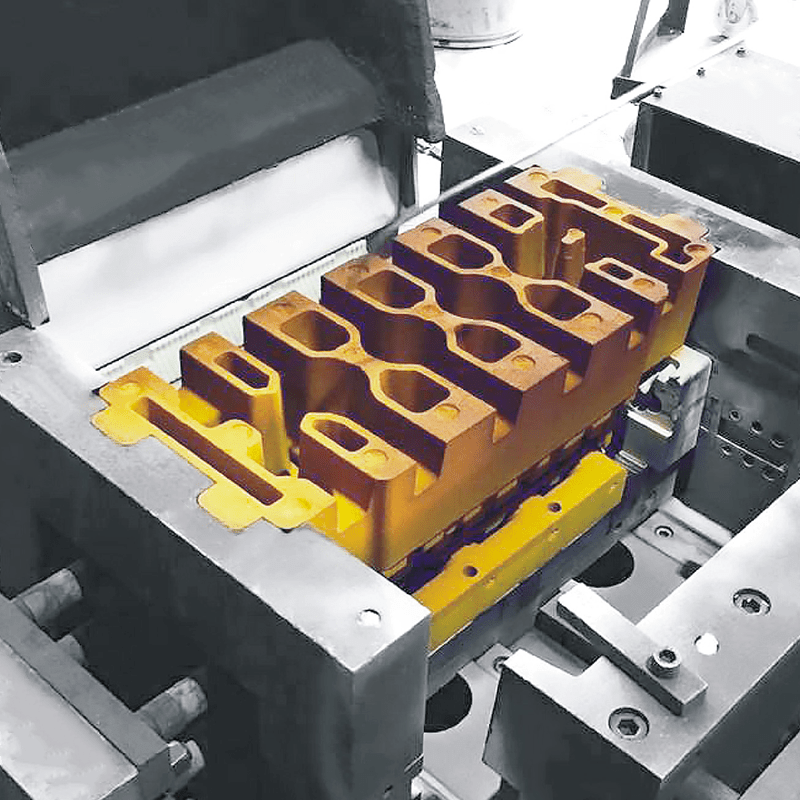
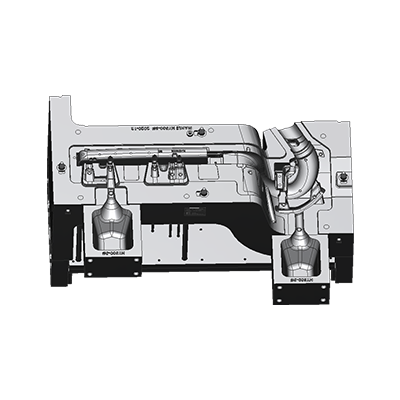
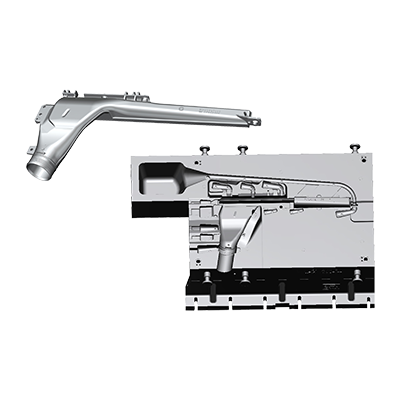
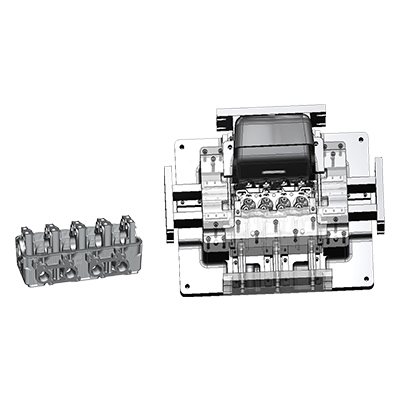
Pressgjutningsform är ett verktyg för att gjuta metalldelar, ett verktyg för att slutföra pressgjutningsprocessen på en dedikerad formgjutningsmaskin. Plastformar är verktyg som matchas med plastgjutmaskiner inom plastbearbetningsindustrin för att ge plastprodukter en komplett konfiguration och storlek. Så vad är skillnaden mellan de två?
Skillnaden mellan formgjutningsform och plastform:
1. Insprutningstrycket i formgjutningsformen är stort, så mallen måste vara relativt tjock för att förhindra deformation
2. Porten till formgjutningsformen skiljer sig från formsprutningsformens port, och den måste användas som en delad kon för att bryta ner materialflödets höga tryck.
3. Formgjutningskärnor behöver inte kylas, eftersom temperaturen i hålrummet överstiger 700 grader under pressgjutning. Därför är varje formning likvärdig med härdning. Kaviteten kommer att bli hårdare och hårdare. Den allmänna sprutformen bör kylas till över HRC52.
4. Pressgjutningsformar måste i allmänhet nitreras i håligheten för att förhindra att legeringen fastnar i håligheten.
5. I allmänhet är korrosionen av formgjutningsform relativt stor, och den yttre ytan är vanligtvis blå.
6. Jämfört med formsprutningsformen har den rörliga matchande delen av formgjutningsformen (t.ex. den kärndragande glidaren) ett större matchningsgap, eftersom den höga temperaturen i pressgjutningsprocessen kommer att orsaka termisk expansion. Om gapet är för litet kommer det att göra att formen fastnar.
7. Kraven för anpassning av skiljeytan hos pressgjutformar är högre, eftersom flytbarheten hos legeringar är mycket bättre än hos plast. Materialflödet med hög temperatur och högt tryck som flyger ut från skiljeytan kommer att vara mycket farligt
8. Vanligtvis kan formsprutningsformar ventileras med fingerborg, avskiljande yta, etc., formgjutningsformar måste ha ventilationsspår och slagguppsamlingspåsar (uppsamlar kallt materialhuvuden);
9. Formningen är inkonsekvent, formgjutningsformens insprutningshastighet är snabb och insprutningstrycket är en sektion. Plastformar injiceras vanligtvis i flera sektioner för att upprätthålla trycket.