Pусский
Pусский Español
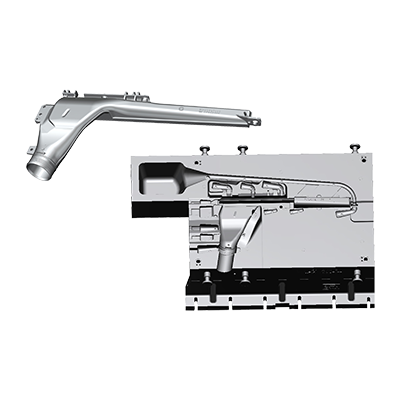
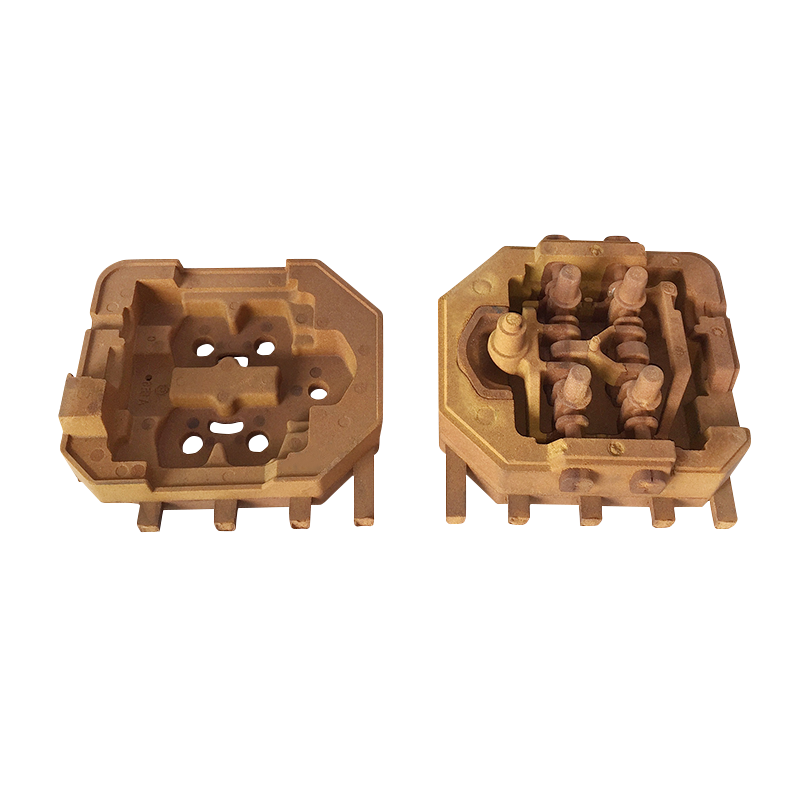
Español De cylinderblockform är en vanlig bilkomponent. Formen används för att skapa ett cylinderblock för en förbränningsmotor. Formen inkluderar en förformad cylinderfoder, en cylindrisk sidovägg som definierar det inre hålet och en port utformad i sidoväggen. Den första kärnenheten är gjord av reducerbart material och består av två delar, varvid huvuddelen upptar hålet och en portkärndel som sträcker sig genom den.
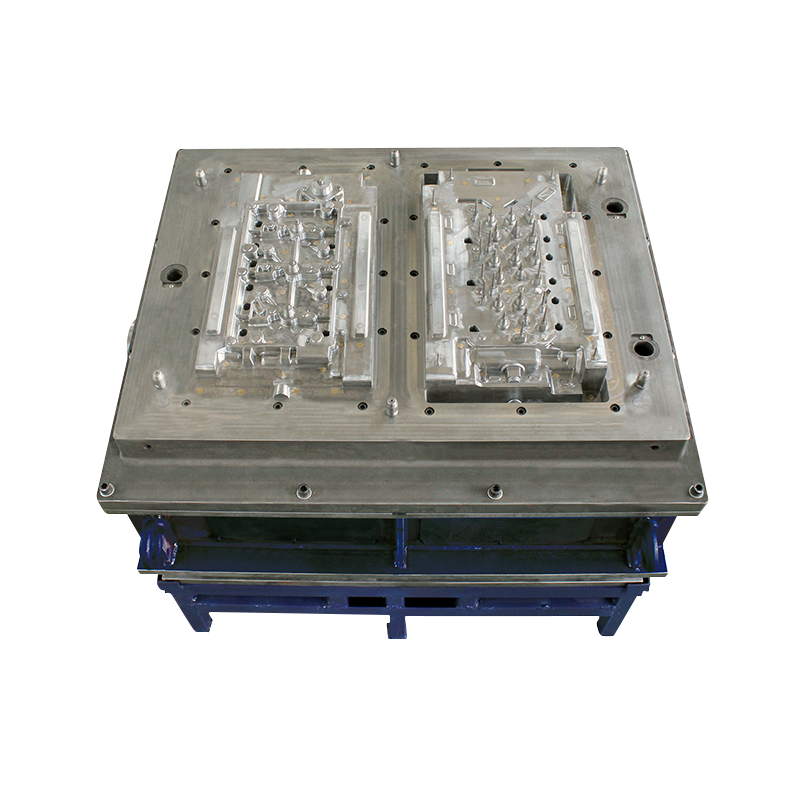
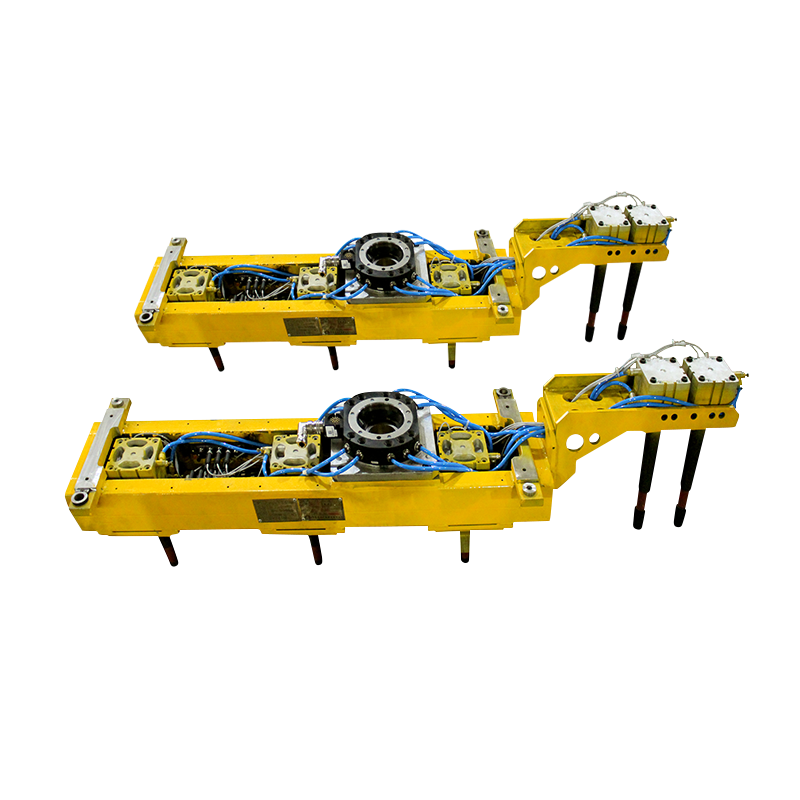
Motorblocksformpaketet inkluderar en övre form och en nedre form, och en rörlig platta. Formen lyfts tillsammans med den rörliga plattan av en formklämcylinder. Formen är separerad längs omkretsaxeln av en öppnings-/stängningscylinder, som stöds på den nedre formsidan. Den övre formen är anordnad ovanför den nedre formen och placerad på ett sätt för att separera cylindern.
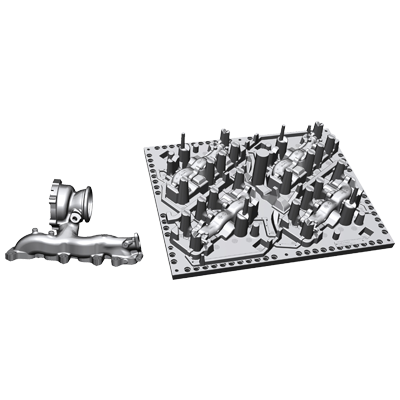
Den andra kärnenheten är gjord av reducerbart material och är monterad på cylinderfodret. Den inkluderar en andra huvudkärndel i borrningen i passande inriktning med den första. Kompositkärnan placeras sedan i cylinderblockformen, där smält metall tvingas komma in i formen. Den smälta metallen bildar ett cylinderblock runt det sammansatta kärnaggregatet. Denna formningsprocess upprepas för alla fyra kärnorna.
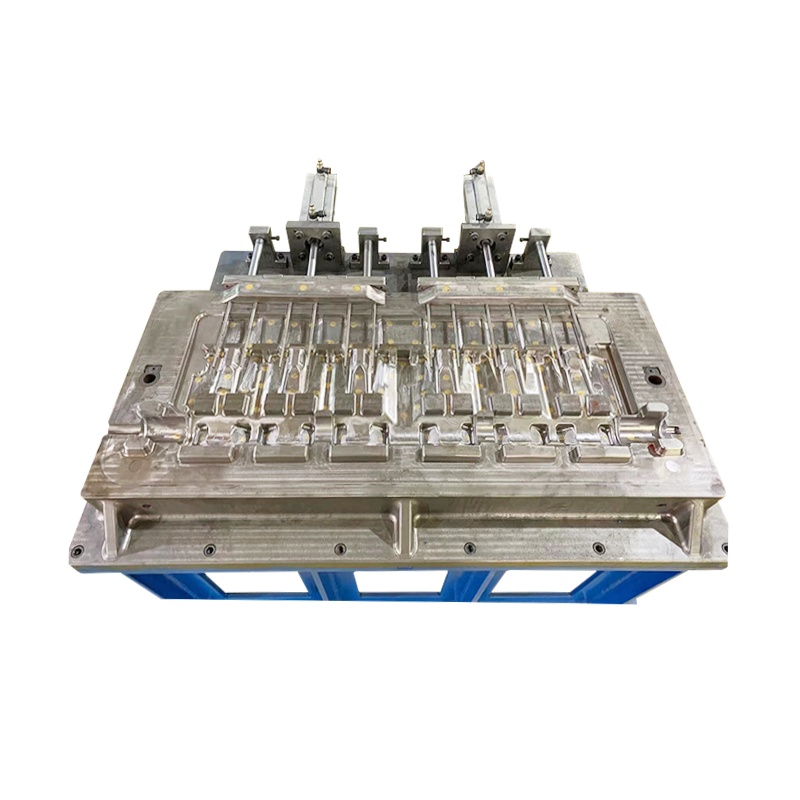
En serie tvådelade formar används i en flerstegs bearbetningsprocess. Den nedre formen innehåller den försänkta delen 3a, medan den övre formen är en cylinder som stöder den nedre formen. Formarna är anordnade att bilda fyra separata block, där varje block har en halvcirkelformad sektion. Dessa formar används för att gjuta ett cylinderblock i två steg. En av formarna består av två glidformar, den övre formen stöds av fyra pelare och den nedre formen av fyra cylindrar.
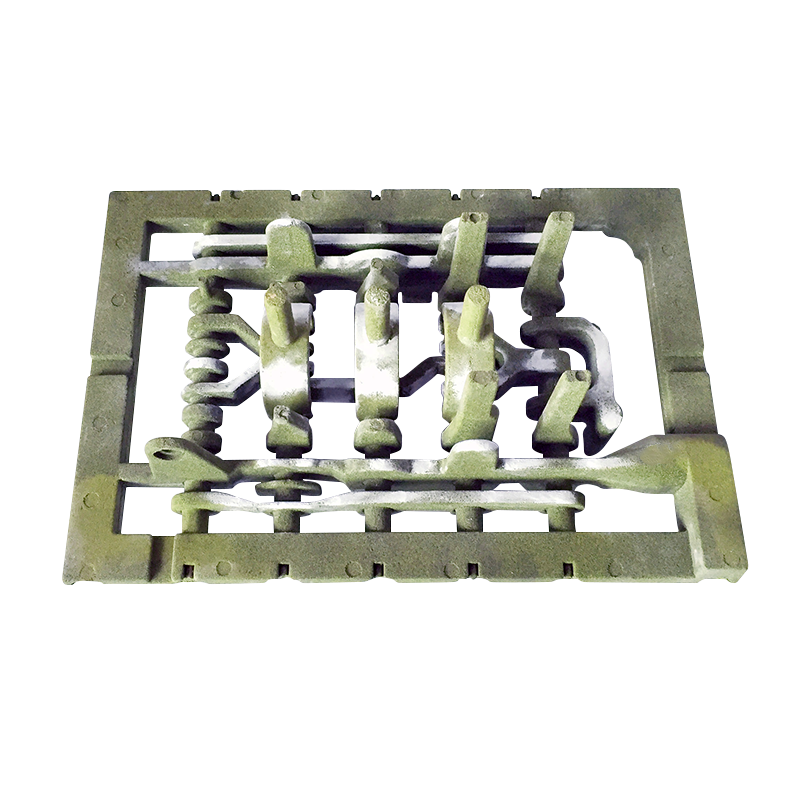
Motorns cylinderblocksformpaket innehåller flera kärnor, var och en individuellt bunden till en tillfällig bas. Denna tillfälliga bas är inte en del av det slutliga formpaketet. Kärnpaketet separeras från den tillfälliga basen av en manipulator. Kärnpaketet placeras sedan mellan en baskärna och en täckkärna. Motorblocksformpaketet är sedan klart för produktion.
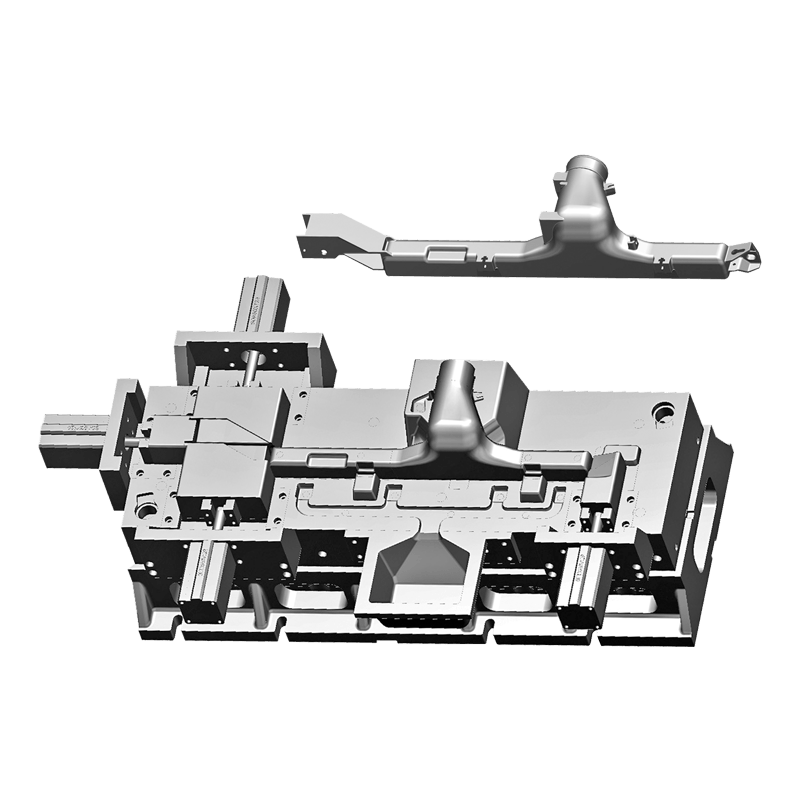
Det första steget i formaggregatet är att montera dornen. Dornen är monterad på den rörliga plattan med hjälp av en fjäder. Dornen är monterad på den rörliga plattan med hjälp av två plattor. Det andra steget i formaggregatet är att installera cylinderfodret. Sedan flyttas den rörliga plattan och fixeras på plats. En andra del av formenheten, kallad en rörlig platta, används för att passa cylinderfodret.
Motorblocksgjutgodset som produceras av cylinderblockformpaketet 10 har primära, sekundära och valfria tertiära lokaliseringsytor. Dessa ytor är orienterade med hänvisning till de krökta ytorna på cylinderloppsfodren under inriktning och bearbetning. En krökt cylinderfoder är ett vanligt exempel på denna egenskap. De krökta ytorna på cylinderhålets foder kan vara utformade för att ge en referens för att lokalisera cylinderhålet.