Pусский
Pусский Español
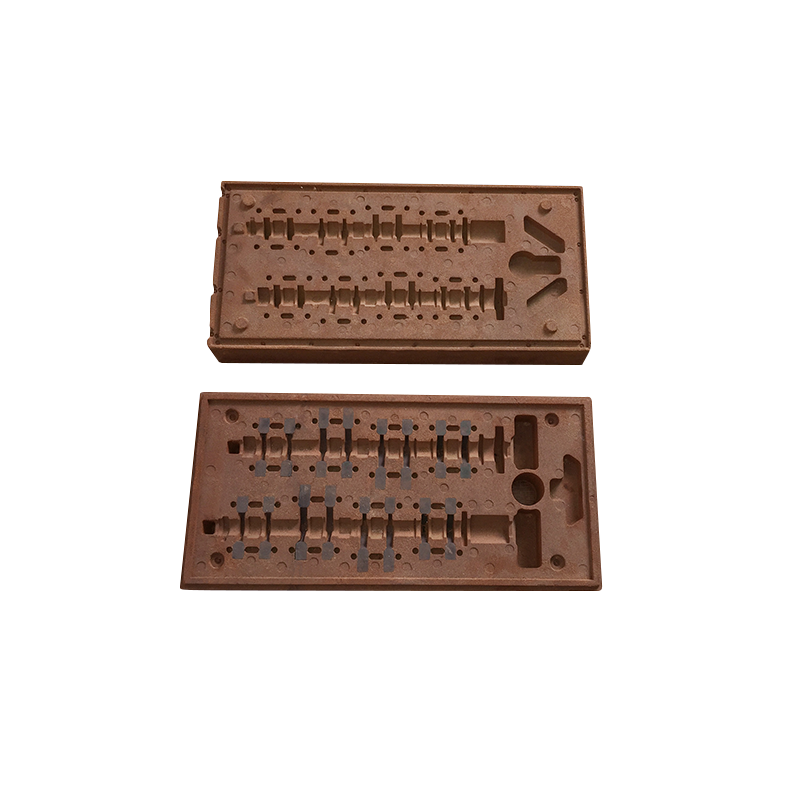
Español De cylinderblockform används vid gjutning av en cylinder för en förbränningsmotor. Den består av en integrerad cylinderfoder och en gjuten kroppsdel. De två komponenterna är monterade på en första och andra kärnenhet. Den första kärnenheten är gjord av reducerbart material och innefattar huvudkärndelen som delvis upptar hålet och en port som sträcker sig genom den.
En andra cylinderkärnenhet kan gjutas separat och sedan monteras till den första gjutna kärnenheten. Dessa två komponenter sammanfogas sedan till en komplett cylinder.
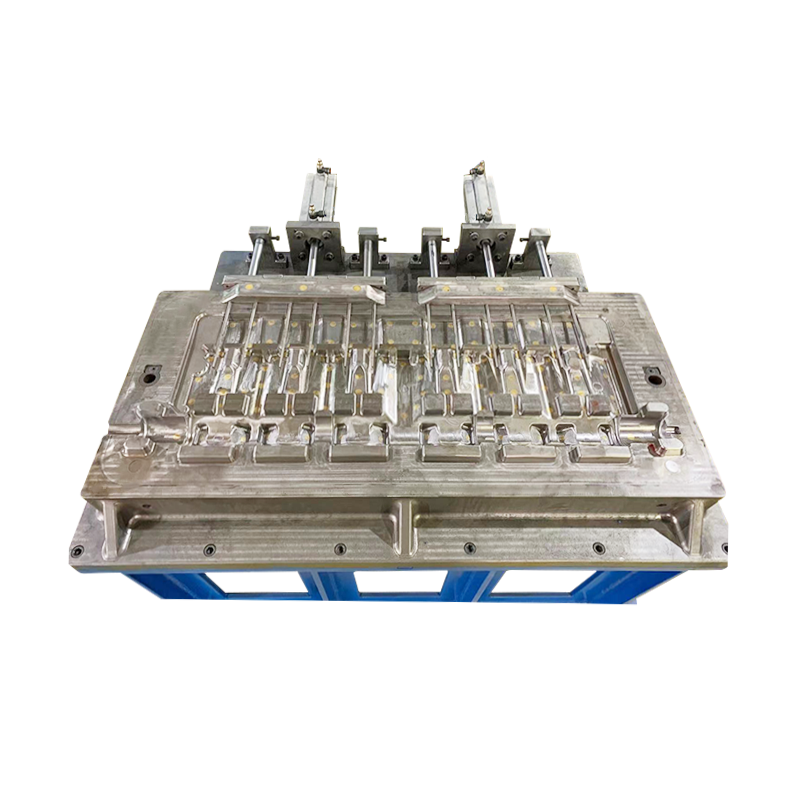
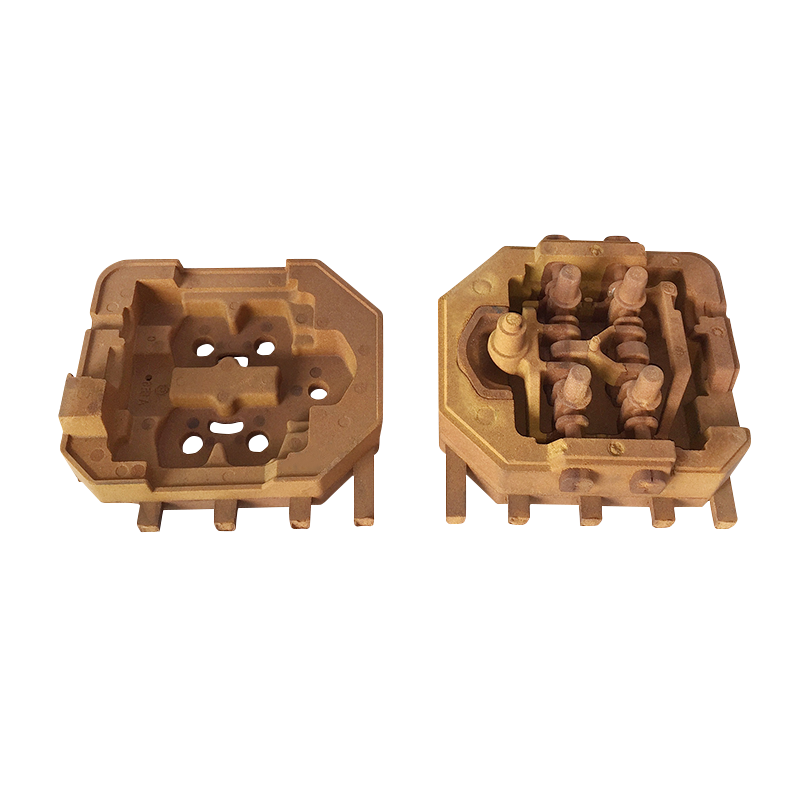
Ett cylinderblocksformpaket kan innehålla flera olika individuella kärnor, inklusive en integrerad cylinder-vevhuskärna och cylinderhålfoder. Den kan också inkludera olika interna kärnor, såsom änd- och sidokärnor. Det är också möjligt att inkludera en vattenmantelplatta. Dessa kärnor måste placeras i formen och hålla dem på plats med cement. Formpaketet bör innehålla minst 21 kärnor, vilket är det minsta antal som krävs för ett enda cylinderblock.
De individuella kärnorna i ett cylinderblocksformpaket är sammansatta på en tillfällig bas som inte kommer att ingå i det slutliga motorblockets formpaket. Det sammansatta kärnpaketet separeras sedan från den tillfälliga basen och rengörs med högtrycksluft. Det slutliga formpaketet inkluderar bas- och täckkärnorna.
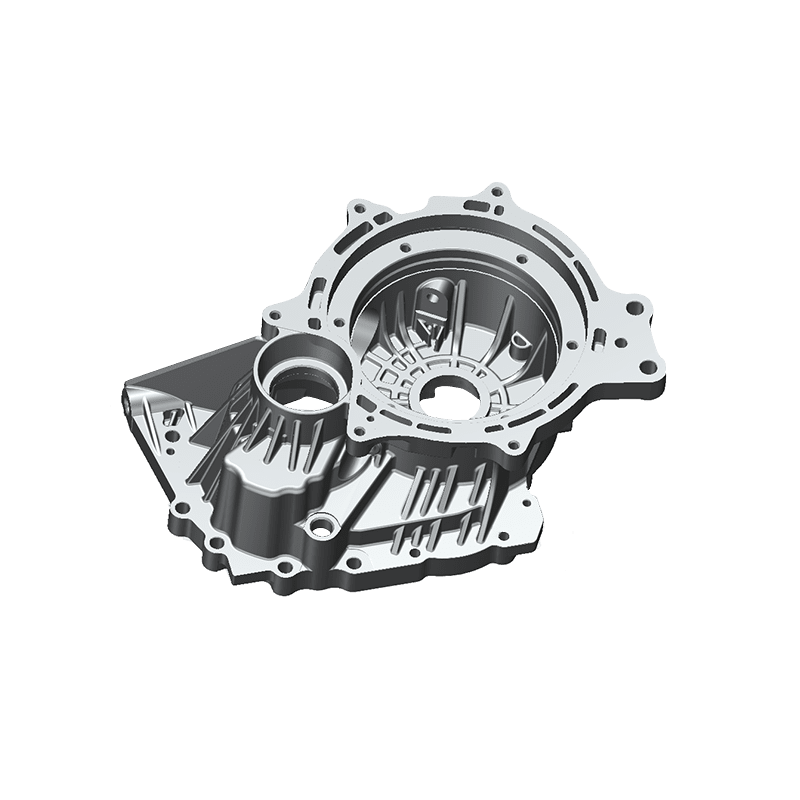
Cylinderblocket är det mest kritiska gjutgodset på en motor. Dess väggtjocklek är vanligtvis mindre än 3 mm. Det mest populära cylindergjutmaterialet är våt lersand. Detta material erbjuder bra formning och en låg energi- och bullerprofil. Formarna som används i denna tillverkningsprocess är luftstansning och statiska tryckformningslinjer. Tekniken i dessa formningsmaskiner förbättras ständigt, så att processen är mycket effektiv.