Pусский
Pусский Español
Español Kavitation kallas även kavitation. Det är vanligare när interaktionen mellan en rörlig vätska och en gas skapar en bubbla med undertryck (vakuumhål) i vätskan. När den negativa tryckbubblan möter ytan av det fasta ämnet i rörelse eller flöde, frigör bubblan förintelse en enorm sprängenergi, vilket gör att ytan av det fasta materialet bildar ett konkavt hål. Detta fenomen ses ofta i blad som används i havsvatten. Bladens yta bildar undertrycksbubblor på grund av växelverkan mellan vatten och virvlande luft, som förstörs på bladytan och bildar kavitationsgropar, som vanligtvis kallas "fickor".
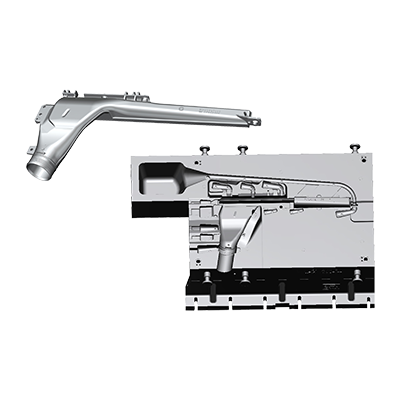
Kavitation förekommer också i tillverkningsprocessen av högtrycksgjutning av aluminiumlegeringar. För pressgjutna aluminiumlegeringsprodukter, såsom kommunikationsprodukter, bildar ytan på formen ibland konkava gropar (även kallade "fickor") efter att ha producerat hundratals eller tusentals produkter, vilket också orsakas av kavitation. På motsvarande sätt kommer det att finnas utskjutande gropar på ytan av aluminiumlegeringsdelarna, och den makroskopiska formen visas i figur 1.
Det bör påpekas att de "pockmarks" som bildas på ytan av pressgjutgods av aluminiumlegering, förutom "kavitation", finns det andra orsaker, såsom: ytan på formen är inte helt polerad efter EDM, eller ytan av formen är för ljus. Detta gör att släppmedlet inte kan bilda en bra skyddande film på formens yta, vilket resulterar i punktliknande erosion och mögel som fastnar på formens yta. De gropar som produceras av "kavitationserosion" på formens yta skiljer sig till formen från sådana defekter, och det är nödvändigt att ha tillräcklig erfarenhet för att göra en korrekt bedömning.
Orsaker till kavitationserosion i Pressgjutning av aluminiumlegering
Pressgjutning av aluminiumlegeringar är att injicera flytande aluminiumlegering i hela håligheten i formen med hög hastighet med hjälp av en stans för att erhålla den önskade produkten. Under flödet av smält aluminium måste det passera genom löparen för att nå den inre porten och sedan spruta in i formhåligheten. Formens löpare är den enda vägen för det smälta aluminiumet att flöda. Konstruktionsprincipen är att löparens tvärsnittsarea ska vara i ett krympande tillstånd, så att luften i löparen kan släppas ut till den främre änden av det smälta aluminiumet under flödet av det smälta aluminiumet.
Huvudorsaken till kavitation är att formdesignen bryter mot ovanstående designprinciper. På löparbanan genom vilken aluminiumlegeringsvätskan strömmar, expanderar löparens tvärsnittsarea. När det smälta aluminiumet strömmar genom den expanderande inre löparen kommer det att ske volymexpansion och plötsligt tryckfall, vilket resulterar i bildandet av undertryck (eller urholkade) håligheter i det smälta aluminiumet. När injektionen är trycksatt spricker håligheten i löparen och inuti formhåligheten. När den spricker bildar den en intern explosion, som kan generera enorm energi. När produkten produceras orsakar de kontinuerliga multipla implosionerna utmattningsdeformation på ytan av metallformen eller löparen, vilket bildar gropar som är synliga för blotta ögat. På motsvarande sätt bildas utskjutande gropar på ytan av gjutprodukten.